时间:2009-08-05 点击: 次 来源:网络 作者:佚名 - 小 + 大
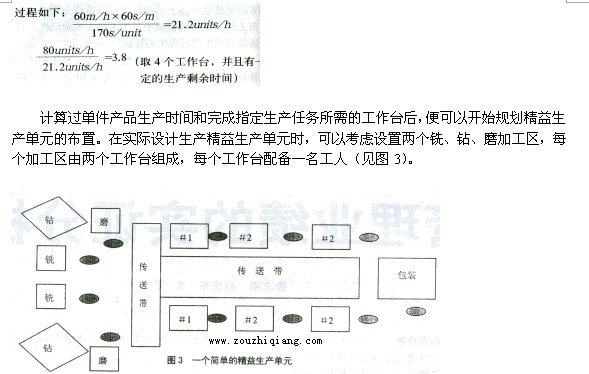
现某企业的生产车间接到任务,要生产一组产品,需要经过铣、钻、磨、装配和打包等六道工序,每周生产3200件。所有这些产品的加工过程相似,需要的工人相同。该企业每周工作5天,每天工作8小时。生产指定产品每道工序的单位加工时间如表2。 目前该生产单元按照工艺专业化布置。尽管这些产品具有一定的相似性,不需要大量的生产准备时间,但是,因为加工次序和优先级别不同,使生产很难达到应有的熟练程度,生产拖拖沓沓,有时还需要推迟交货时间,要么就经常需要工人加班加点才能完成生产任务,使生产成本提高,并且顾客对推迟交货的意见很大。现对该生产单元进行精益化改造,以彻底改变目前生产拖沓、效率低下的状况。 经过大量的调查,发现铁、钻、磨床尚有剩余生产能力,因此在不影响车间内其他产品生产的条件下,可以对这些设备进行适当的调整,安排到一个生产单元内。此外,所有的装配线和包装依靠手工完成,只需要提供一些台子和某些工具就可以完成。 步骤1:计算单件产品生产时间(Tact time) (取2个工作台,尚有生产能力剩余) 铣、钻、磨:因为这几道工序的加工时间有长有短,为了保证按照连续流程生产,必须平衡各道工序的劳动利用程度,提高劳动生产率,因而可以在生产车间内设置一个微型加工单元,把铣、钻、磨这三道工序有机地组合起来,并且只要一个工人就可以独立完成这三项操作。完成铣、钻、磨这三道工序所需的加工时间为170秒。因此,每小时可以完成21.2单位的产品,并且只需4个工作台。计算
|
上一篇:传统企业的精益之路
下一篇:传统生产与精益生产的区别
 贵公网安备52010302003427号
贵公网安备52010302003427号  手机版
手机版



 最新文章
最新文章